
Çin İndigo Slasher Boyama Aralığı Tedarikçi
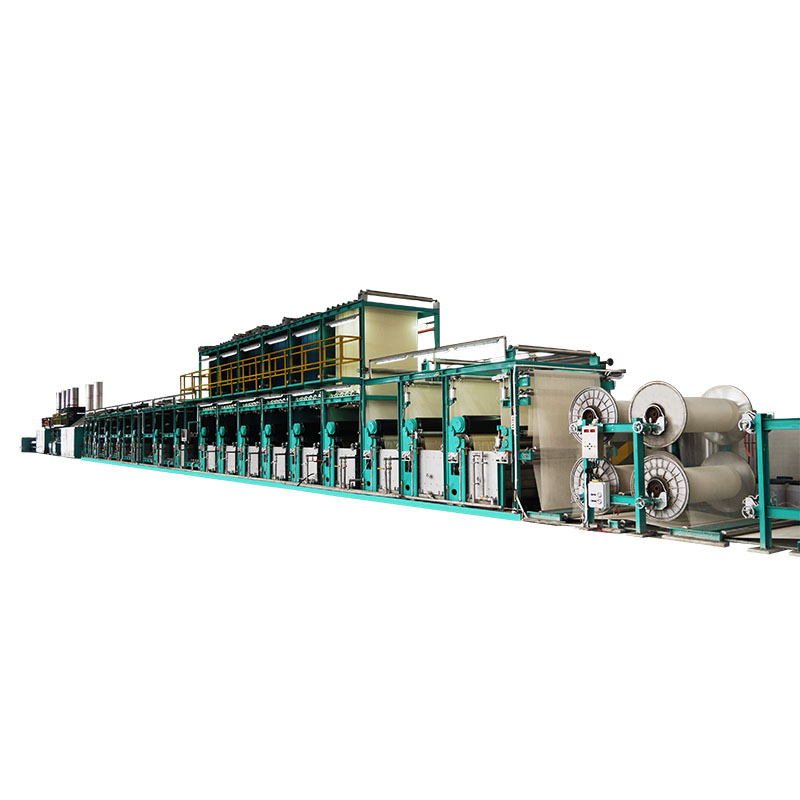
Özellikler
| 1 | Makine Hızı (Boyama) | 6 ~ 36 M/dak |
| 2 | Makina Hızı (Ebatlama) | 1 ~ 50 M/dak |
| 3 | Havalandırma Uzunluğu | 32 M (Tipik) |
| 4 | Akümülatör Kapasitesi | 100 ~ 140M |


Kiriş Cağlıkları
Özellikler
| 1 | Boyama + Haşıl |
| 2 | Verimli Üretim |
| 3 | Minimum İplik Kopması |
| 4 | Çoklu Üretim Modları |
| 5 | Yüksek Düzeyde Otomasyonlu Üretim |

Kiriş freni

Elektrik Dolabı Kısmi Görünümü
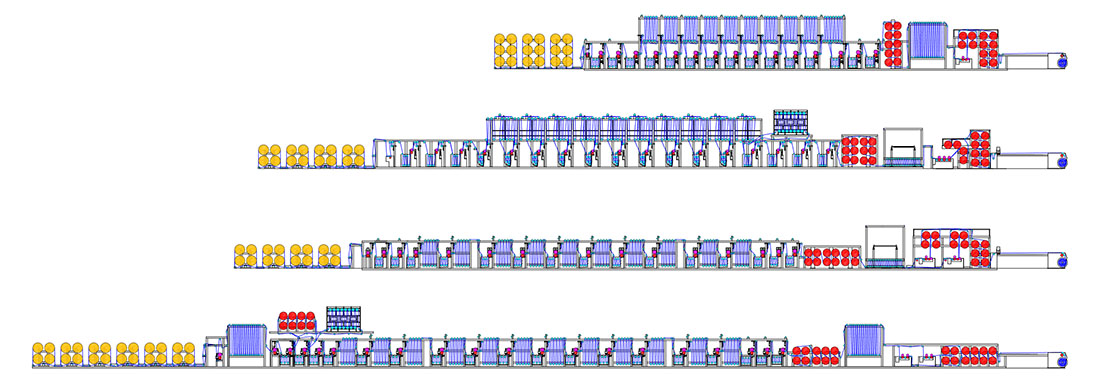
Slasher indigo boyamanın prensipleri
1. İplik önce hazırlanır (halat boyama için bilyeli çözgü makinesinde, slasher boyama için direkt çözgü makinesinde) ve levent cağlığından başlanır.
2. Ön işlem kutuları ipliği boyama için (temizleyerek ve ıslatarak) hazırlar.
3. Boya kutuları, ipliği indigo (veya kükürt gibi diğer boya türleri) ile boyar.
4. İndigo indirgenir (oksidasyonun aksine) ve alkalik bir ortamda löko-indigo formunda boya banyosunda çözülür, hidrosülfit indirgeme maddesidir.
5. Löko-indigo, boya banyosunda ipliğe bağlanır ve daha sonra havalandırma çerçevesindeki oksijenle temas ettirildiğinde, löko-indigo oksijenle reaksiyona girer (oksidasyon) ve maviye döner.
6. Tekrarlanan daldırma ve havalandırma işlemleri, indigonun yavaş yavaş daha koyu bir tona dönüşmesine olanak tanır.
7. Yıkama sonrası kutular iplik üzerindeki fazla kimyasalları uzaklaştırır, bu aşamada farklı amaçlarla ilave kimyasal maddeler de kullanılabilir.
8. Aynı makinede boyamadan hemen sonra haşıl işlemi yapılır ve son levent dokumaya hazır hale gelir.
9. Verimlilik açısından, bir slasher boyama aralığı genellikle 24/28 halat boyama aralığının yaklaşık YARISI üretim kapasitesine sahiptir.
10. Üretim kapasitesi: Slasher boyama aralığında yaklaşık 30000 metre iplik.

Mesnetli

Boyutlandırma kutusu

Bölünmüş bölge

Slasher boyama makinesinin üstten görünümü


Otomatik Gerginlik Kontrolü

Endress+Hauser Debimetre

Üst sayfa ve Alt sayfa
Ürün kategorileri
-

Toptan Sıcak Satış Peki İndigo Terry Örme De...
-

Çin Fabrikası'ndan Örme İpliği polyester ...
-

Sıcak satış için toptan% 100 kenevir uzun elyaf iplik ...
-

Susuz yüksek basınçlı yüksek sıcaklıklı elektrik...
-

Çin İndigo Halat Boyama Aralığı Tedarikçi
-
Çin, örme ve örme için %100 kenevir ipliği tedarikçisi...