
RING İPLİK İPLİK TESPİT SİSTEMİ



Endüstri geçmişi
Şu anda, tekstil işletmelerinin verimliliği temel olarak işçilik maliyetlerinden, ekipman durumundan, iş operasyonlarından ve diğer faktörlerden etkilenmektedir; eğirme işlemi iplikhanelerin kalitesinin temel sürecidir, yönetilmesi zordur, yönetimine en doğrudan yanıt veridir. iplik kopmaları. Bu nedenle, kopmaların nasıl tespit edilip azaltılacağı eğirme yönetiminin en önemli önceliğidir. %30 ila %35 kopmaların %5 geri kalan iğlerden kaynaklandığını biliyoruz. Geleneksel yöntem, bu %5 hatalı iğleri seyahat ederek bulmaktır. Mekanik işçiler tarafından tamir edilmesi ve test uzmanları tarafından numune alınması, ancak birçok dezavantaj vardır.
Çevrimiçi algılama sistemi geliştirdik. Makinenin kırılma konumunu zamanında ve etkili bir şekilde tespit edebilir ve halka çerçevelerinin çalışma verimliliğini büyük ölçüde artırabilir. Şirketimiz, tekstil işletmelerinin eğirme süreci için gelişmiş akıllı modifikasyon hizmeti sağlamayı, hızlandırmayı amaçlamaktadır. işletmelerin rekabet gücünü artırmak için eğirme ekipmanının iyileştirilmesi ve kullanıcıların verimli ve akıllı üretim kontrolü araçlarını kullanarak karı en üst düzeye çıkarmalarına yardımcı olmak için her türlü çabadan kaçınma.
Sistem bileşimi
Sistem esas olarak izleme cihazları ve aktüatörlerden oluşur.
İzleme cihazı tek iş mili izleme cihazını içerir.
Taktüatörler temel olarak dört parçadan oluşur: kopma fotoelektrik algılama sistemi, fitil durdurma besleme cihazı, dişli ucu kontrol ekranı ve uç kopma uyarı göstergesi. Sistem modüllerinin şematik diyagramı aşağıdaki resim 1'de gösterilmektedir. (Bunlar arasında, eğirme yönetim platformu akıllı eğirme bulut sistemi, enerji tüketimi izleme, ortam izleme, kırılma ve zayıf büküm kulesi lamba göstergesi, spandeks ayarı, emme fan hızı ayarı, siro ayarı opsiyonel modüllerdir, opsiyonel modüller olmadığında ilgili verileri görüntülemez ).
Sistem İşlevleri
İzleme ve kontrol sistemi, tek makine göstergesi ve ekranı, dişli ucu ekranı, atölye ekranı, ana sunucu ekranı, fitil ucu kopma durdurma beslemesi, kırılmanın zamanında tespiti ve hassas konumlandırma fonksiyonlarına sahiptir, kalitenin kilit noktalarının kavranmasına yardımcı olur. eğirme işlemi, işçiliği ve israfı azaltır ve kaliteyi artırır.
Özellikle öne çıkan özelliği, sistemin eğirme için üretim yönetimi sistemini eklenmiş olmasıdır. Yığın verilerden veri toplayabilir, müşterilerin ihtiyaçlarına göre çeşitli grafik ve metin raporları oluşturabilir, fabrika teknolojisi ve yönetim personelinin analiz etmesine, yönetmesine ve karar vermesine yardımcı olabilir ve kullanıcılara yönetim kolaylığı sağlayabilir.
Üretim yönetim sistemi temel olarak aşağıdaki fonksiyonları içerir:
A) Mote kırılmaları olan iş millerini görüntüleyebilir, arızalı iş milini zamanında bulabilir ve tamirciye onarımı bildirebilir;
B) 1000 iğ/saatlik kopma miktarlarını kontrol etmek için kılavuza gerek yoktur ve takım değiştirme molaları her zaman çevrimiçi olarak görüntülenebilir;
C) Her vardiyadaki üretim veriminin manuel olarak kopyalanmasına gerek yoktur, sistem otomatik olarak oluşturulur;
D) İş mili hızını görüntüleyebilir, düşük hızlı iş milini önleyebilir ve zayıf bükümü azaltabilir;
E) Herhangi bir zamanda, çeşit planlaması için eğirme çeşitlerini ve makine koşullarını kontrol edebilir;
F) Tüm makinelerin çalışmasını ve çalışma hızını görebilme;
G) Hız ile diğer parametrelerin ilişkisini her an görebilir ve hızı optimize edebilir.
Sistem özellikleri
Halka çerçevesinin izleme ve kontrol sistemi bir bilgi ve akıllı araçtır. Tüm verileri kaydedebilir ve işi daha açık ve şeffaf hale getirebilir, böylece atölye grubunun yönetimine yardımcı olur ve işletmenin karar vermesi için bilimsel temel sağlar. ve süreci optimize edin. Sistem aşağıdaki belirgin özelliklere sahiptir
A) Her sensör arasında kablo bağlantısı yoktur. Doğrudan yerleştirme.
B) Fotoelektrik (veya elektrik manyetik) probun doğruluk ve hassasiyet avantajları vardır, prob küçüktür, prob ile halka arasındaki kurulum mesafesi büyüktür ve ipliklerin eklenmesi ve kopçanın değiştirilmesi üzerinde hiçbir etkisi yoktur.
C) Fitil durdurma besleme cihazı paralel ve V çizim formları için uygundur. Esnek modül bağlantısını benimsemiştir, ekstra devre hattına gerek yoktur, basit yapısı ve uygun kurulum ve bakımıyla iş mili konumunu otomatik olarak tanımlar. Fitil durdurma cihazının hassasiyeti 4 saniye içinde .
D) İnsan-makine arayüzüne sahip ekranlı her set, işçiler ve tamirci için hızlı çalıştırma talimatları sağlar.
E) Gelecekteki uzaktan servis, dizüstü bilgisayar ve el seti istikrarlı kablosuz bağlantı için wifi işlevli tasarım.
Kırılma izleme modülünün anlamı
Sistemin kırılma tespit modülü esas olarak lambaya ve ekrana yansıtılır. Farklı ekran kategorileri farklı anlamları temsil eder. Ayrıntılar aşağıdaki form 1'de verilmiştir.
| Konum | Kategoriler | İma |
| Mil konumu | Mavi ışık göz kırpıyor | molalar |
| Kırmızı ışık göz kırpıyor | arıza | |
| Kırmızı ışık açık | Zayıf büküm | |
| Mor ışık göz kırpıyor | Kapsanan sensör | |
| lamba | Yeşil ışık yanıyor | 1-4 mola |
| Sarı ışık yanıyor | 5-9 mola | |
| Kırmızı ışık açık | 10-24 mola | |
| Kırmızı ışık göz kırpıyor | 25'in üzerinde kırılıyor | |
| 2 renk alternatif göz kırpma | Taslak uyarısı/anakart hatası | |
| Görüntülemek | B harfi+sayı | Mola miktarı |
| E harfi+sayı | Zayıf büküm miktarı | |
| F harfi+sayı | Arıza miktarı |
Uyarlanmış makine ana teknik parametreleri
Aşağıdaki 2 parametreye uyarlanmış izleme sistemi, diğer parametreler gereksinimlere göre özelleştirilmiştir.
| HAYIR. | Öğe | Şartname |
| 1 | İplik türüne uygun | 14-100'ler pamuk ve karışım |
| 2 | İğ sayıları | Kısa çerçeve、Uzun çerçeve |
| 3 | Taslak türü | paralel ve V çizimi |
| 4 | Mil göstergesi | 68,75MM, 70MM, 75MM |
| 5 | Mil kızağının çapı | 28MM, 40MM |
| 6 | Yüzük tipi | Düzlem、Konik |
| 7 | Mil numarası | Sırayla dişli ucundan (Sol/Sağ) |
Sistem teknik özellikleri
Sistem akıllı gerçek zamanlı çevrimiçi izlemeyi gerçekleştirebilir. Çalışma prensibi ve çalışma şeması sırasıyla tablo 2 ve tablo 3'te gösterilmektedir.
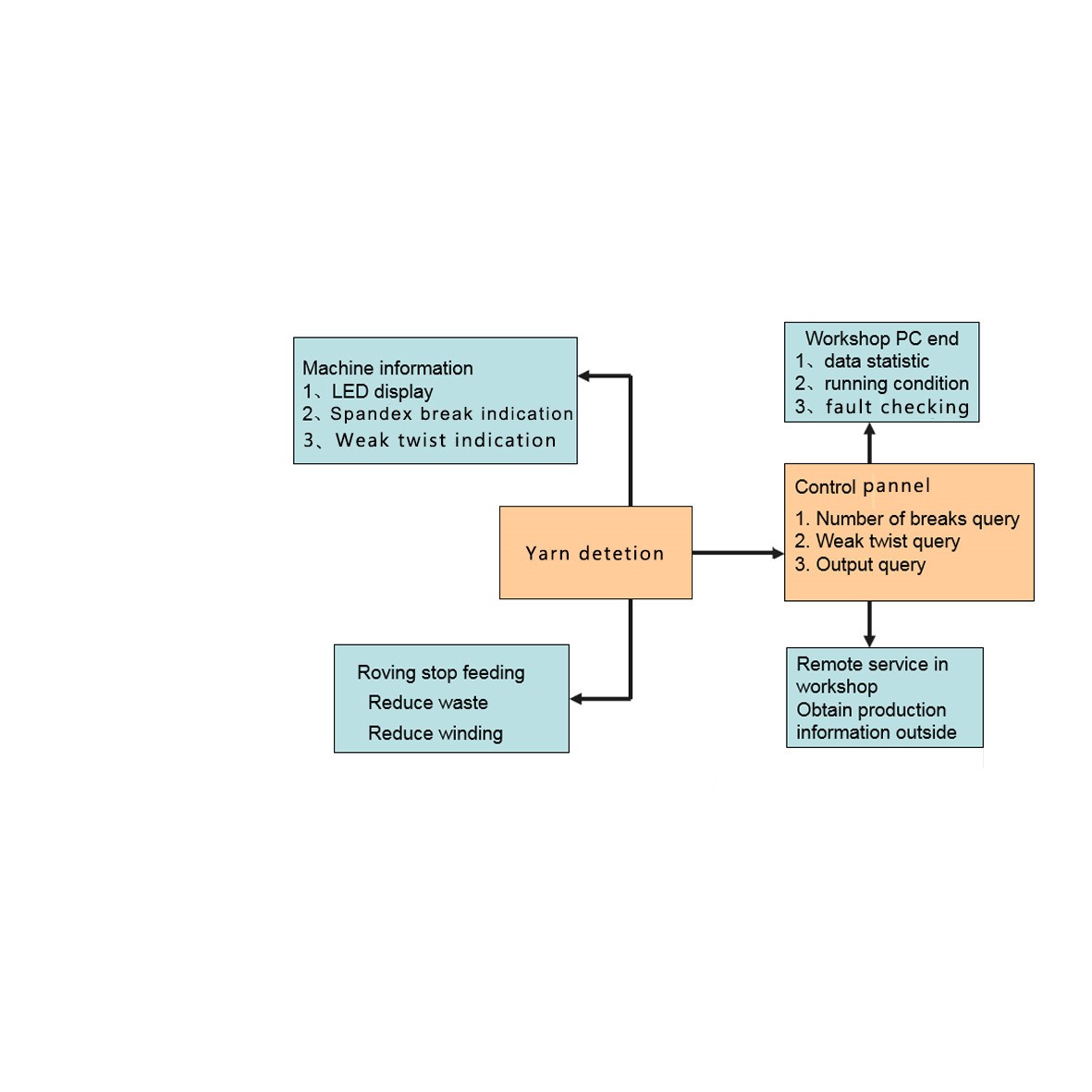
İplik tespit sistemi çalışma prensibi
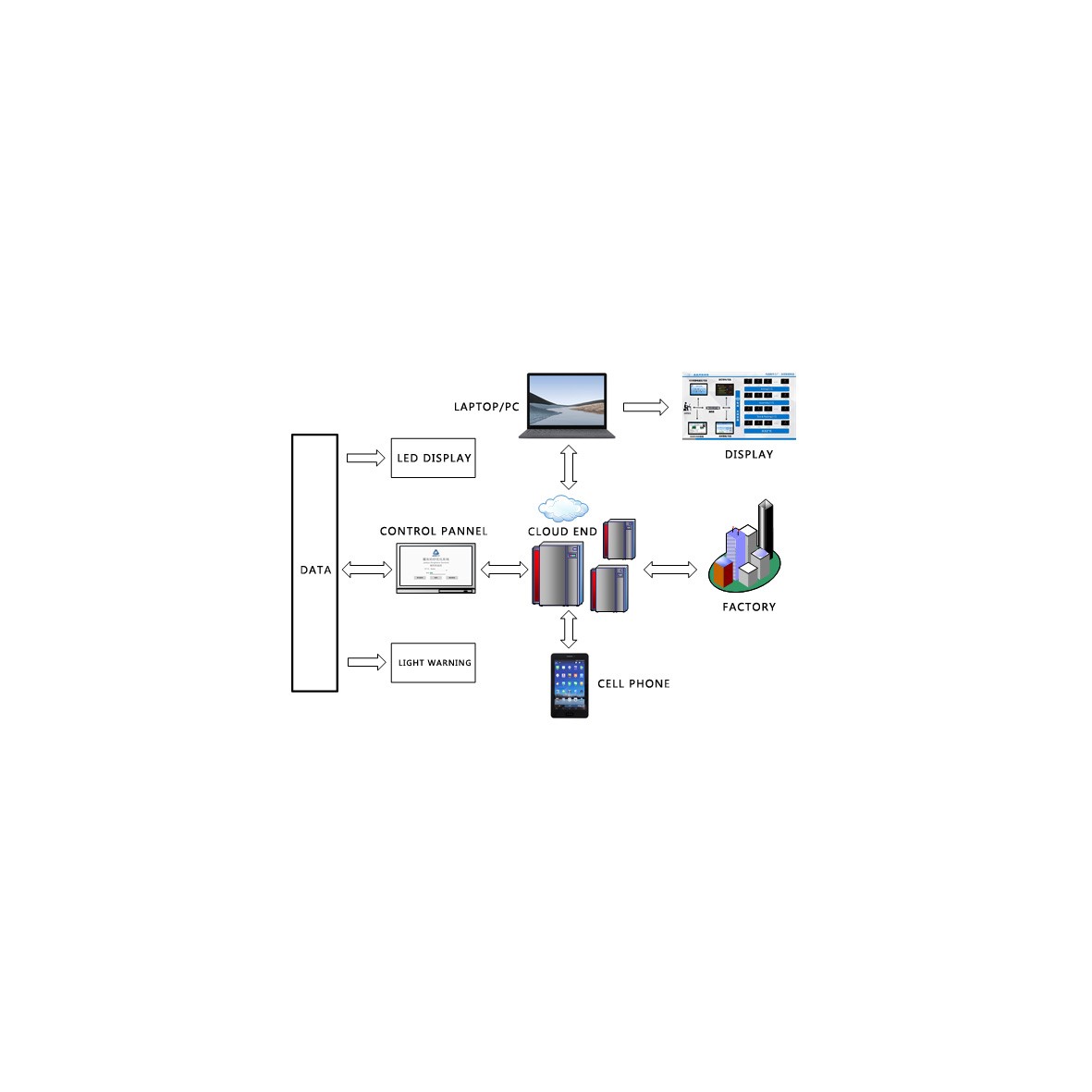
İplik tespit sistemi çalışma şeması
Eğirme makinesinin izleme sistemi akıllı, bilgilendirici ve hafiftir. Ana teknik özellikleri aşağıdaki Tablo 2'de gösterilmektedir.
| Öğe | İçerik | JADEYO tek iş mili izleme sistemi 2.0 |
| Donanım | Sensörün performansı | Fotoelektrik, Manyetik |
| Sensör kartı özellikleri | 24 iğ 0,7 kg | |
| Kullanıcı son türü | Destek PC, mobil, dizüstü bilgisayar, bileklik vb. | |
| Fitil durağı | Aynı zamanda mola gerçekleştiğinde | |
| Taslak kontrolü | Ekran silindiri çapı, mevcut hız | |
| Üretim izleme | İplik türünü, üretim hızını, uzunluğunu, verimini, takım değiştirme sürelerini vb. görüntüleyin. | |
| Kesintiler yaşandı/1000 iğ/saat | İş mili hızını ve bitiş kırılmalarını hat üzerinde kontrol edin/1000 iş mili/saat | |
| Takım değiştirme kırılma analizi | İş mili hızını ve meydana gelen kopmaları hat üzerinde kontrol edin/her takım çıkarmada saat başına 1000 | |
| Son kırılma alarmı | Sensör ışığı göz kırpıyor, dişli ucu kontrolörü kırılma konumunu gösteriyor ve ekran kırılma miktarını gösteriyor | |
| Hafif bükülme | Kutudaki sensör ışığı iş mili hızını ve kırılma miktarını kontrol edebilir | |
| İletim yolu | Entegre devre kartının kolay takılması | |
| yazılım | Diğer izleme cihazlarıyla ağ oluşturma | Çoklu makine ağı, eğirme ve uç kopma izleme ağı oluşturabilir. |
| Parametre tablosunun kullanımı | Mevcut raporlar ihtiyaçlara göre ayarlanabilir ve daha sonra yeni raporlar geliştirilip oluşturulacak şekilde özelleştirilebilir. | |
| Veri paylaşımı | Veriler tamamen açıktır, veri arayüzü Ethernet'i destekler, HMES üretim yürütme sistemi, ERP kaynak planlama sistemi, OA ofis sistemi vb. ile uyumludur. | |
| Yazılım işlevi yükseltmeleri | Tekrar geliştirilebilir ve genişleme fonksiyonuna sahip olabilir | |
| Kalite standardı | Tüm iğler hat tespitinde | Yanlış bilgi olmadan doğru |
| Probu ve diğerlerini tespit etmede günlük başarısızlık oranı elektrik bileşenleri | 1/10000 içinde servis ömrü 10 yıldan fazladır |





